








РМЗ-983Ф3










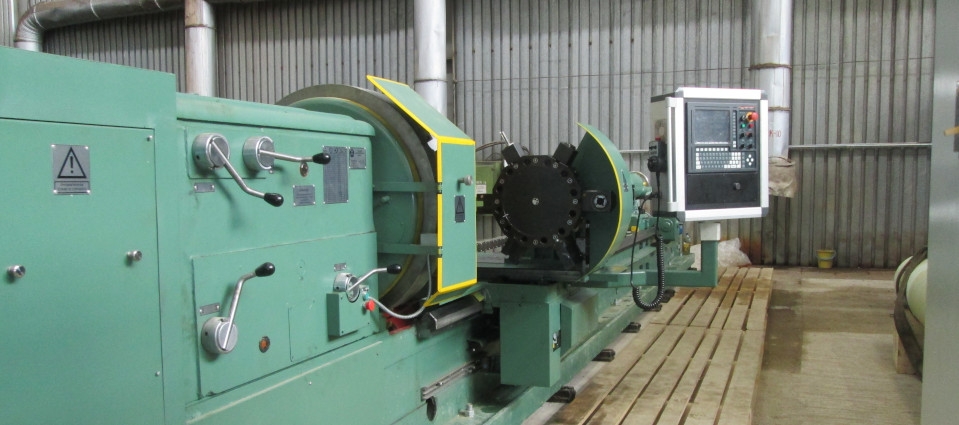
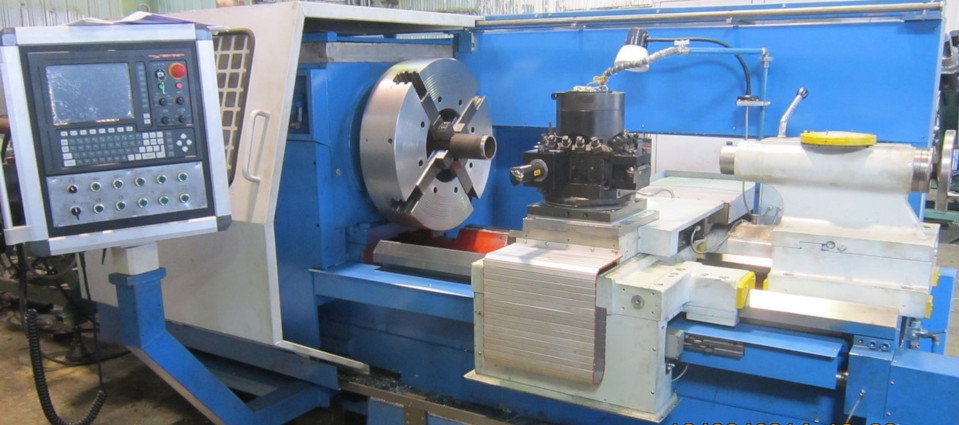
Специальный токарный станок с ЧПУ для обработки труб модели РМЗ 983Ф3 .
Общие сведения.
Специальный станок с ЧПУ модели РМЗ983Ф3 предназначен для обработки концов труб, нарезание на них резьбы, изготовления деталей из трубной заготовки в условиях серийного и мелкосерийного производства.
Обрабатываемая труба или трубная заготовка пропускается через полый шпиндель, зажимается двумя механизированными патронами и вращается вместе со шпинделем. Другой конец трубы опирается на люнет и опоры механизма загрузки.
Основные технические характеристики.
| Диапазон диаметров труб, мм | 70…290 |
| Наибольший диаметр обрабатываемого изделия, мм: над станиной, над суппортом |
800 350 |
| Диаметр отверстия в шпинделе, мм | 300 |
| Наибольшая длина обработки с задней бабкой, мм | 750 |
| Скорость вращения шпинделя, об/мин. | 5…500 |
| Число ступеней перебора | 2 |
| Количество управляемых координат: ось Х – поперечное перемещение ползушки, ось Z – продольное перемещение каретки. |
2 |
| Дискретность задания координат, мм ось Х ось Z |
0,001 0,001 |
| Ход каретки по оси Z, мм | 750 |
| Ход ползушки по оси Х, мм | 450 |
| Скорости подач, мм/мин.: рабочих ускоренных |
1…2000 до 6000 |
| Шаги нарезаемых резьб, мм | 1…40 |
| Зажим заготовки в 2-х патронах | механизированный |
| Количество позиций револьверной головки | 4 |
| Высота резца, мм | 32 |
| Ход пиноли задней бабки, мм | 240 |
| Мощность привода главного движения, кВт | 20 |
| Мощность привода механизма зажима заготовки, кВт | 4 |
| Суммарная мощность приводов станка, кВт | 30 |
| Габариты станка, мм длина ширина высота |
3900 2400 1800 |
| Масса станка в комплекте, кг | 9800 |
| Класс точности станка «Н» | по ГОСТ 8-88 |
Состав станка.
| Станина | 1шт. |
| Бабка передняя | 1шт. |
| Бабка задняя | 1шт. |
| Каретка | 1шт. |
| Головка револьверная 4-х позиционная | 1шт. |
| Механизированный патрон | 2шт. |
| Привод механизированных патронов | 1шт. |
| Привод по координате Х | 1шт. |
| Привод по координате Z | 1шт. |
| Система подачи СОЖ | 1шт. |
| Гидравлика | 1шт. |
| Смазка дозаторная | 1шт. |
| Защитные и ограждающие устройства | 1компл. |
| Пульт управления | 1шт. |
| Переносной пульт управления | 1шт. |
| Люнет | 1шт. |
| Питатель | 1шт. |
| Электрошкаф | 1шт. |
| Местное освещение зоны резания | 1шт. |
| Комплект принадлежностей | 1шт. |
| Комплект эксплуатационной документации: - по механике, - по электрике и электронике, - по гидравлике и смазке. | 1компл. |
Станина предназначена для базирования передней и задней бабок, каретки, приводов, пульта ЧПУ и защитно-ограждающих устройств.
Бабка передняя предназначена для закрепления 2-х механизированных патронов, закрепления и вращения обрабатываемых труб и трубных заготовок, механизмов регулирования скоростей шпинделя, встройки датчика нарезки резьбы, встройки механизмов привода и управления механизированных патронов.
Бабка задняя предназначена для удержания длинных заготовок при работе станка в стандартном токарном режиме.
Каретка предназначена для перемещения по направляющим станины по координате Z, базирования револьверной головки, базирования поперечной ползушки, перемещаемой по координате Х, гайки ШВП, дозаторной смазки суппортной группы, устройств подвода СОЖ.
Головка револьверная механизированная 4-х гранная, управляемая от ЧПУ, предназначена для закрепления режущего инструмента и подвода СОЖ в зону резания.
Механизированный патрон 4-х кулачковый самоцентрирующий предназначен для закрепления и вращения обрабатываемой трубы или трубной заготовки. Патроны имеют общий механический привод, переключаемый поочередно автоматически или вручную для зажима-разжима каждого патрона. Каждый патрон имеет сменные кулачки, растачиваемые при необходимости на заданный размер.
Привод механизированного патрона предназначен для периодического зажима-разжима каждого патрона в технологической последовательности. Повышенная мощность двигателя в сочетании с ориентацией шпинделя в момент зажима в заданном положении обеспечивают надежный с минимальными деформациями зажим трубы. Усилие зажима регламентируется.
Привод по координате Х крепится к заднему торцу каретки и предназначен для перемещения ползушки с помощью шариковой винтовой пары и контроля перемещения с помощью роторного датчика обратной связи.
Привод по координате Z крепится на станине и предназначен для перемещения каретки с помощью шариковой винтовой пары и контроля перемещения с помощью роторного датчика обратной связи.
Система подачи СОЖ включает в себя электронасос и систему трубных коммуникаций, обеспечивающих подвод СОЖ в зону резания. В качестве резервуара СОЖ используются емкости станины.
Гидравлика включает в себя гидробак, насосную установку и механизмы:
- переключения привода зажима-разжима патрона на требуемый; - прижим роликов подачи трубы механизма питания; - др. механизмов станка.Дозаторная смазка предназначена для подачи смазки к ответственным механизмам каретки, опорам ШВП, гайкам ШВП. Крепится на станине в удобном для обслуживания месте.
Защитные и ограждающие устройства предназначены для защиты зоны резания от разбрызгивания СОЖ, стружки, экологическую безопасность станка, создания современного дизайна станка и обеспечения свободного доступа к механизмам станка для обслуживания, ремонта, транспортирования, установки.
Пульт управления монтируется на кронштейне в зоне оператора, содержит все органы управления механизмами станка от системы ЧПУ, имеет возможность поворота на 120°.
Переносной пульт управления предназначен для управления механизмами станка из удобного для оператора места при отработке управляющих программ и введении коррекции по инструменту.
Люнет предназначен для поддержания концов длинных труб (при необходимости).
Питатель предназначен для подачи заготовки-трубы во внутреннее отверстие шпинделя и извлечения трубы после обработки. При использовании упора в одной из позиций револьверной головки обеспечивают подачу трубы на заданный размер.
Электрошкаф монтируется отдельно от станка и включает в себя всю пускорегулирующую электроаппаратуру и преобразователи, клеммы коммуникаций.
Местное освещение монтируется на каретке и предназначено для создания требуемой освещенности зоны резания.
Комплект принадлежностей включает в себя спец. инструмент и спец. оснастку, необходимую для правильной эксплуатации станка.
Комплект эксплуатационной документации включает в себя необходимую техническую информацию по станку с целью его рациональной эксплуатации и включает в себя:
- Руководство по механике;
- Руководство по электрике и электронике;
- Руководство по гидравлике и смазке.
Конструктивные особенности станка.
При выборе компоновочной схемы, конструктивных решений станка учитывался опыт эксплуатации трубообрабатывающих станков данного типоразмера, универсальных, специализированных и специальных.
Все лучшее успешно выдержавшее производственные испытания перенесено в данный станок, добавлены новые технические решения, позволяющие поднять технический уровень и эксплуатационные характеристики станка, в частности:
Станина цельнолитая чугунная с закаленными направляющими под каретку, удобными карманами для отвода стружки из зоны резания, емкостями для СОЖ и развитой опорной поверхностью для закрепления на фундаменте. При обработке тяжелых крупногабаритных труб возникают разнонаправленные динамические нагрузки и надежное базирование станины на фундаменте очень важно.
Привод главного движения асинхронный регулируемый.
Бабка шпиндельная - жесткая чугунная отливка с развитыми опорами для шпинделя, промежуточных кинематических передач, и приводного вала.
Шпиндель базируется на 2-х роликовых конических подшипниках, отрегулированных на оптимальный режим работы. Число оборотов шпинделя увеличено до 500об/мин. вместо 355об/мин. аналогичного универсального станка.
Улучшена система смазки опор и всех механизмов бабки шпиндельной.
Встроен привод на датчик нарезки резьбы.
Предусмотрена механизация переключения привода зажима-разжима патронов станка.
Механизированные патроны и привод к ним приняты 4-х кулачковые с возможностью расточки в переднем патроне на заданный размер.
Увеличена мощность двигателя привода патронов с 1,7кВт до 4-х кВт.
Увеличена прочность и жесткость деталей приводного механизма.
Конструктивно обеспечивается точная ориентация шпинделя станка при остановке. Один из кулачков патрона всегда будет в момент остановки «внизу», обеспечивая тем самым повышенную точность зажима трубы и ее минимальную деформацию.
Повышенная мощность приводного двигателя в сочетании с усилениями рабочих деталей обеспечивают равномерное прилегание всех 4-х кулачков и устойчивое резание при обработке.
Питатель включает в себя сварную раму, 2 пары центрирующих роликов и 1 пару подающих роликов, механизмы их вращения и прижима к подаваемой трубе.
Питатель по управляющей программе обеспечивает осевое перемещение трубы в отверстие шпинделя и из отверстия.
Привода подающих роликов будут гидромеханические или электромеханические, что уточняется при разработке тех. документации.
Защитные и ограждающие устройства спроектированы быстросъемными, обеспечивающими легкий доступ ко всем механизмам станка.
Технико-экономические преимущества станка.
Компоновочные и конструктивные особенности станка позволяют обеспечить ряд эксплуатационных преимуществ по сравнению с аналогами.
- Повышенная скорость вращения шпинделя позволит реализовать современные режущие инструменты.
- Регулируемый асинхронный двигатель главного движения обеспечивает бесступенчатое регулирование скорости в каждом диапазоне, что позволяет оптимизировать режимы резания.
- Механизированный 4-х кулачковый патрон с повышенной мощностью приводного двигателя и ориентация шпинделя при зажиме обеспечат центрирование, более надежное закрепление трубы и ее меньшую деформацию.
- Четырех позиционная револьверная головка позволяет вести удобную работу как в зоне передней, так и задней бабки, снижая консоли пиноли задней бабки и оправок.
- Жесткая станина с развитой опорной поверхностью на фундаменте обеспечивают повышенную динамическую устойчивость станка.
- Централизованная дозаторная смазка обеспечивает надежную смазку ответственных механизмов станка и, тем самым, их повышенную износостойкость