
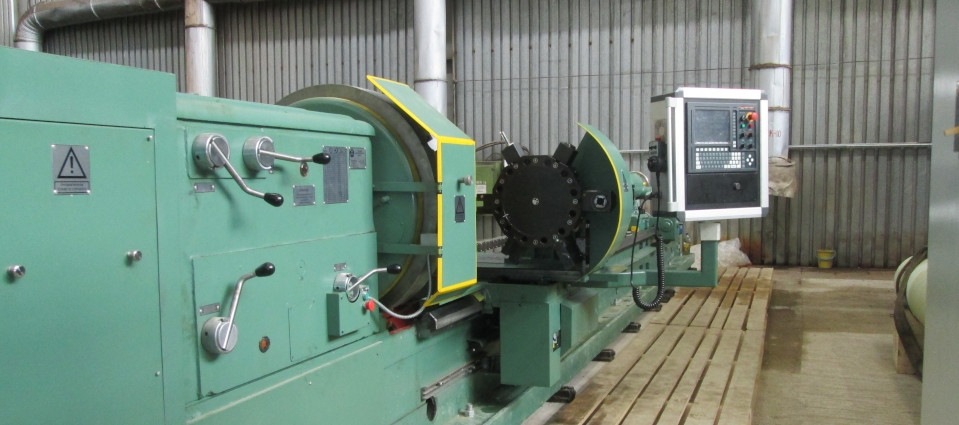








КЖ-1832
Предназначен для черновой обработки осей колёсных пар вагонов, тепловозов, электровозов и мотор-вагонных секций.
Особенности конструкции:
- Заготовкой оси является поковка или винтовой прокат, подрезанная в размер оси с припуском и центрованная с обеих сторон.
- Обработка заготовки производится двумя гидрокопировальными суппортами за одну установку, предварительно по упорам и окончательно по копиру.
- Станок имеет наклонную литую станину с направляющими для установки ведущих бабок (левой и правой) и направляющими для гидрокопировальных суппортов.
- Продольная подача каждого суппорта механически независимая с приводом от двигателей постоянного тока.
- Левая ведущая бабка имеет установочное перемещение для настройки на длину обрабатываемой оси.
- Правая ведущая бабка перемещается встроенным гидроцилиндром и осуществляет зажим обрабатываемой оси в торцевых патронах с усилием 10000 кг предварительно и 6000 кг во время обработки.
- Станок работает в полуавтоматическом цикле.
- Управление циклом работы станка осуществляется от программируемого контролера.
Техническая характеристика
| Наибольший диаметр изделия, устанавливаемого над станиной, мм | 300 |
| Наименьший диаметр обрабатываемого изделия при зажиме в торцевом патроне, мм | 120 |
| Наибольшая длина обрабатываемой оси, мм | 2650 |
| Наименьшая длина обрабатываемой оси, мм | 2100 |
| Сечение державки резца, мм | 40х40 |
| Пределы частот вращения шпинделя, об/мин. | 63-160 |
| Пределы рабочих продольных подач, мм/мин. | 25-315 |
| Пределы быстрых установочных перемещений суппорта, мм/мин. | 4000 |
| Мощность главного привода, кВт | 45х2 |
| Габаритные размеры, мм | 6000х2400х2600 |
| Масса станка КЖ-1832, кг | 27700 |