








РМЗ165Ф4


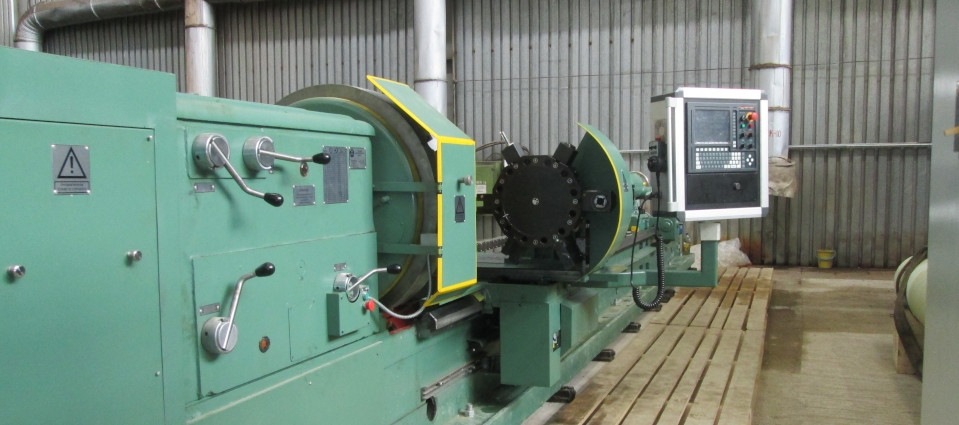
Обрабатывающий центр РМЗ165Ф4
Общие сведения.
Данный станок предназначен для выполнения разнообразных токарных работ, для сверления радиальных и торцевых отверстий, а также для фрезерования пазов.
РМЦ-8000мм.
Класс точности - Н по ГОСТ 8-82.
Нормы точности по ГОСТ 18097-93.
Вид климатического исполнения УХЛ4 по ГОСТ 1515-69
Состав станка.
- Станина
- Бабка передняя
- Бабка задняя
- Каретка
- Привод перемещения задней бабки
- Привод продольных подач, ось Z
- Привод поперечных подач, ось Х
- Привод круговых подач, ось С
- Упоры управления
- 12-ти позиционная револьверная головка
- Разжимное устройство – 2 шт
- Тормоз шпинделя
- Ограждение зоны резания
- Цепь кабельная
- Встройка датчика оси Z
- Патрон передней бабки Ø1000
- Гидростанция
- Электрооборудование
- Пульт управления на каретке
- Пульты управления на бабке передней
Основные технические характеристики.
| Наибольший диаметр заготовки, мм: - устанавливаемый и обрабатываемый над станиной - обрабатываемый над суппортом | 1000 600 |
| Наибольшая длина изделия, устанавливаемого в центрах, мм | 8000 |
| Наибольшая масса устанавливаемого изделия, кг | 8000 |
| Пределы частот вращения шпинделя, об/мин | 2…500 |
| Регулирование скорости шпинделя в пределах диапазона | бесступенчато |
| Мощность привода главного движения, кВт | 18,5 |
| Точность позиционирования планшайбы токарного модуля , угл.сек. | +/- 10 |
| Количество суппортов | 1 |
| Диаметр осевого инструмента при фрезеровании и сверлении, мм: - max - min | 22 5 |
| Наибольшее перемещение суппорта, мм: - по оси Х - по оси Z | 600 7200 |
| Дискретность задания перемещений, мкм: - по оси Х - по оси Z - по оси С | 1 1 0,001° |
| Скорости подач суппорта, мм/об: - продольная - поперечная - круговая, об/мин | 0,2-3,05 0,07-1,04 0.1-5 |
| Скорость быстрых перемещений суппорта, мм/мин: - продольных - поперечных | 2160 735 |
| Габаритные размеры станка (ориентировочно), мм: - длина - ширина - высота | 11400 3500 1800 |
| Масса станка (ориентировочно), кг | 18500 |
Краткое описание основных узлов станка.
Станина является базовой сборочной единицей, на которой монтируются все остальные сборочные единицы и механизм технологической установки. На верхней части станины расположены три призматические направляющие, из которых передняя и задняя являются базой каретки, а средняя - базой задней бабки.
Бабка передняя устанавливается на левой головной части станины, фиксируется штифтами и крепится болтами. Шпиндель смонтирован на трех опорах качения, из которых передняя и задняя регулируемые. Шлицы валов закалены и шлифованы.
Бабка задняя. Перемещение бабки задней по направляющим станины механизировано. Крепление бабки к станине производится при помощи двух планок четырьмя болтами. В пиноль бабки задней встроен вращающийся шпиндель.
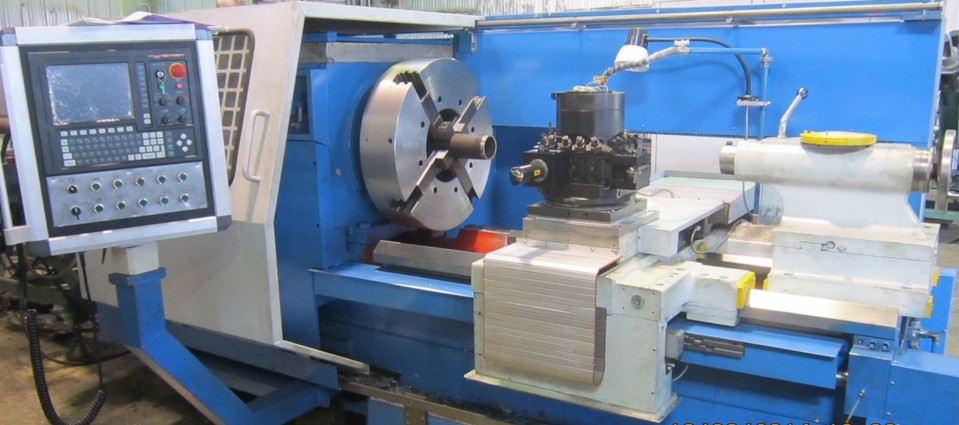
Каретка снабжена двумя призматическими направляющими для продольного перемещения по станине и направляющей типа «ласточкин хвост» - для перемещения поперечной ползушки. Защита направляющих станины под каретку осуществляется посредством скребков, войлочных и резиновых уплотнений.
Головка револьверная. На поперечной ползушке каретки установлена 12-ти позиционная револьверная головка с горизонтальной осью вращения типа SM-BR ф.Duplomatic оснащенная двухсторонним диском с неподвижным и приводным инструментом. Головка револьверная обеспечивает сверление отверстий по торцу изделия со стороны шпиндельной и задней бабок, а также сверление или фрезерование радиальных отверстий.
Привод главного движения осуществляется от электродвигателя с частотным регулированием через клиноременную передачу и коробку скоростей.
Привод продольных подач. Продольное перемещение каретки осуществляется реечной передачей от сервопривода с беззазорным планетарным редуктором.
Привод поперечных подач. Поперечное перемещение ползушки каретки осуществляется ШВП от сервопривода через зубчато- ременную передачу.
Привод круговых подач служит для программируемого вращения шпинделя при сверлении отверстий в изделии и фрезеровании окон, карманов и т.д. Вращение шпинделя производится сервоприводом через пару зубчатых колес. включение и отключение привода круговых подач осуществляется автоматически по командам УЧПУ.
Тормоз шпинделя служит для удержания шпинделя от проворота при сверлении отверстий в изделии. Состоит из тормозного диска, закрепленного на шпинделе станка и 2-х гидравлических тормозных блоков.
Разжимное устройство. Станок оснащается разжимным устройством, устанавливаемым на переднюю и заднюю бабки для закрепления изделия диаметром с разжимом изнутри с обеспечением подвода осевого инструмента с торца изделия.
Объем работ.
Станок оснащается:
- Магнитным преобразователем линейных перемещений по оси Z.
- Устройством ЧПУ NC-210.
- Приводом главного движения ф. ВЭМЗ с частотным регулированием, мощностью 18,5кВт.
- Регулируемыми сервоприводами по осям Х, Z и С.
- Тормозом шпинделя.
- 4-х кулачковым стальным ручным патроном Ø 1000мм на передней бабки.
- Разжимными устройствами.
- Пультом управления на каретке.
- Пультами управления на бабке передней.
- 12-ти позиционной револьверной головкой (типа SM-BR ф.Duplomatic), оснащенной двухсторонним диском с неподвижным и приводным инструментов в комплекте с преобразователем.
- Комплектом блоков: 6 – токарных, 6 – приводных.
- Гидростанцией.
- Импульсной системой смазки направляющих каретки и ползушки.
- Кабельной цепью на продольное перемещение каретки.
- Отдельно стоящим электрошкафом.
- Комплектом опор клиновых (башмаков) – 21шт.
- Освещением.
- Защитой зоны резания .